GB4220 yüksək keyfiyyətli metal lent testere maşını
Spesifikasiya
| Metal lent kəsmə maşınının parametrləri | GB220 |
| Kəsmə diapazonu(mm) | 200-200*200 |
| Testere lentinin spesifikasiyası (mm) | 2650*27*0.9 |
| Bant mişar sürəti (m/dəq) | 27, 45, 69 |
| İşin intensivləşdirilməsi rejimi | Manual / hidravlik |
| Əsas mühərrik gücü(kw) | 1.5 |
| Hidravlik mühərrik gücü(kw) | 0,75 |
| Soyuducu nasosun gücü: (kw) | 0.04 |
| kontur ölçüsü (mm) | 1400*800*1100 |
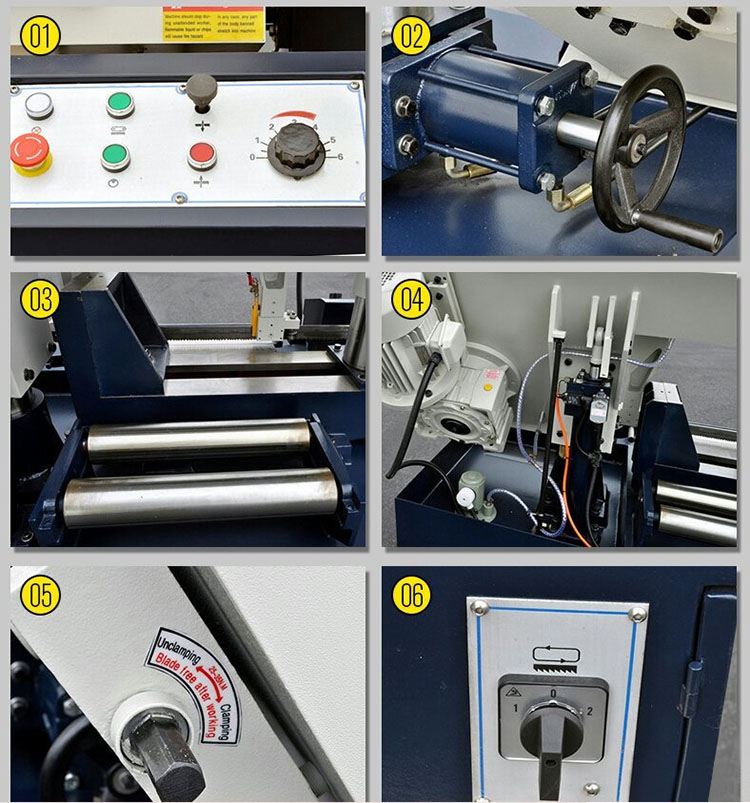
Xüsusiyyətləri

1. Kəsmə sürəti hidravlik nəzarət, pilləsiz sürət tənzimlənməsi;
2. Bələdçi blokunun strukturu mişar bıçağının xidmət müddətini uzada bilən elmi və əsaslıdır;
3. İki sütunlu quruluş, sabit işləmə;
4. Sabit mişar və yüksək dəqiqlik;
5. İşləyən sıxışdırıcı hidravlik sıxışdırmanı qəbul edir, bu da istismarı asandır.
6. Üç yollu hidravlik sıxma cihazı fərdiləşdirilə bilər.
Metal zolaqlı mişar maşınının təhlükəsizlik istismarı qaydaları
1. Zolaqlı mişar maşınının istismarı və texniki xidməti işçiləri lent mişarçı maşınının istismarı və texniki xidmət vərdişlərinə yiyələnmək üçün peşəkar təlim keçməlidirlər.Operatorlar adekvat yuxunu təmin etməli və konsentrasiyanı saxlamalıdırlar.
2. Sürəti dəyişdirərkən qoruyucu örtüyü açmamışdan əvvəl dayanmalı, kəməri rahatlaşdırmaq üçün sapı çevirməli, V-kəməri lazımi sürətin yivinə yerləşdirin, sonra kəməri gərginləşdirin və qoruyucu örtüyü örtün.
3. Çip çıxaran tel fırçanın tənzimlənməsi naqilin lent mişar bıçağının dişi ilə təmasda olmasına şərait yaratmalıdır, lakin dişin kökündən kənara çıxmamalıdır.Tel fırçanın dəmir qırıntılarını çıxara bilməyəcəyinə diqqət yetirin.
4. Bələdçi qolunu emal ediləcək iş parçasının ölçüsünə uyğun olaraq göyərçin quyruğu boyunca tənzimləyin.Tənzimləmədən sonra bələdçi cihazı kilidlənməlidir.
5. Mişar materialının Z böyük diametri reqlamentləri aşmamalı və iş parçası möhkəm sıxışdırılmalıdır.
6. Lent mişar bıçağının sıxlığı düzgün, sürət və qidalanma düzgün olmalıdır.
7. Çuqun, mis, alüminium hissələri kəsici mayeyə ehtiyac duymur, digərləri isə maye yazmalıdır.
8. Kəsmə zamanı mişar bıçağı qırılır.Mişar bıçağı dəyişdirildikdən sonra iş parçasını çevirmək və yenidən mişar etmək lazımdır.Mişar yayı təsir etmədən yavaş-yavaş endirilməlidir.
9. Kəsmə prosesi zamanı operatora postu tərk etmək, əlcəklərlə işləmək isə qəti qadağandır.
10. Hər növbənin sonunda enerji təchizatını kəsməli, qoruyucu örtüyü açmalı, mişar çarxına gətirilən çipləri çıxarmalı və gündəlik texniki qulluq və ətrafın təmizlənməsini yaxşı yerinə yetirməlisiniz.
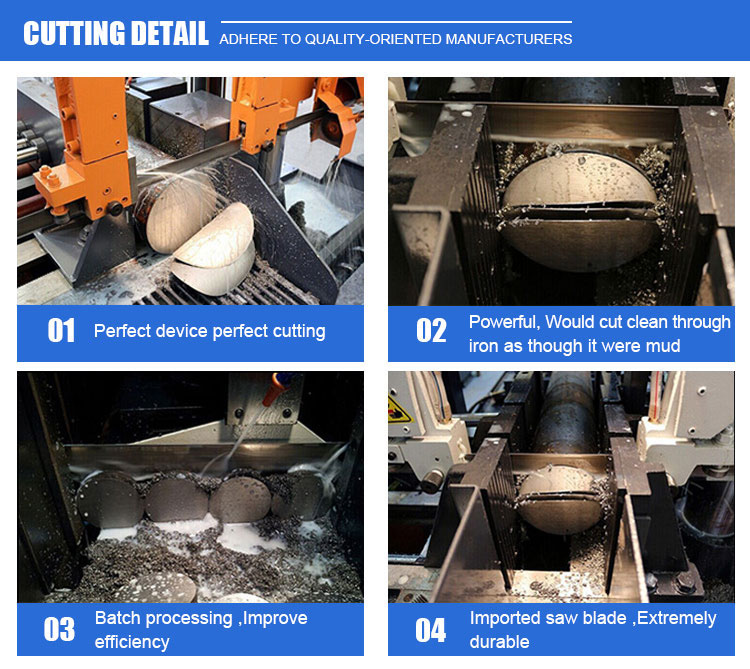
Kəsmə detalı
Əsasən müxtəlif metal materialları, məsələn, karbon konstruktiv polad, aşağı alaşımlı polad, yüksək alaşımlı polad, xüsusi alaşımlı polad və paslanmayan polad, turşuya davamlı polad və s.
1. Mükəmməl cihaz mükəmməl kəsmə
2. Güclü, palçıq kimi dəmiri təmizləyəcək
3. Toplu emal, səmərəliliyi artırmaq
4. İdxal mişar bıçağı, son dərəcə davamlıdır